In industrial residual materials processing, the difference between waste and resource is often not the material itself. It is the separation technology used to treat it. (Sponsored Post)
This is especially true in the paper and pulp industry, where Paper Mill Pulper Rejects can contain a difficult mixture of fibre, plastics, foils, styrofoam, films, and other non-paper materials. Traditionally, these residual streams have been viewed as a disposal problem. Increasingly, however, they are being recognised as mixed resource streams that can be separated, dried, and valorised.
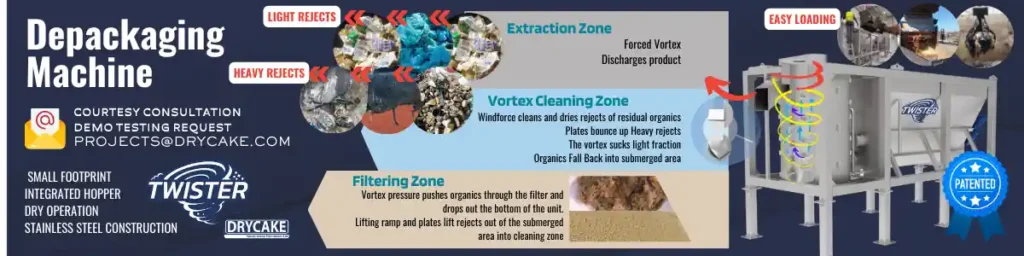
The Drycake Twister is a vertical separator designed to change how complex residual streams are processed. Instead of relying on water-heavy hydrocyclones, washing drums, or energy-intensive thermal drying, the Twister uses a proprietary aerodynamic vortex separation process. This enables operators to recover valuable fibre and organics from wet residual streams while producing a cleaner, drier plastic fraction suitable for recycling or high-quality Solid Recovered Fuel (SRF).
From Residuals to Resources in the Paper Industry
For paper mills, pulper rejects are one of the most awkward residual streams to handle. They are wet, heavy, variable, and often contaminated with plastics, foils, films, metals, and fibre. Some paper industry reject streams are still sent to landfill, while others are separated for RDF, SRF, or energy recovery, depending on local infrastructure and material quality.
The Twister treats these rejects not simply as trash, but as a mixed resource stream. Its role is to separate and dry the material so that more of its value can be recovered before disposal or energy recovery is considered.
By integrating directly with paper mill infrastructure, including the possible use of waste heat from dryer hoods, the Twister offers a practical closed-loop approach to some of the industry’s most persistent residual material challenges.
How the Twister Helps Paper Mills Recover Value
1. Fibre Yield
Good fibre trapped in rejects represents lost raw material. By separating fibre from plastics and other residual fractions, the Twister can help return recoverable fibre to the pulping process. This has the potential to reduce raw material losses and improve the overall efficiency of the recycling line.
2. Sludge and Reject Reduction
Wet rejects are expensive to move and dispose of because the operator is paying to transport water as well as solids. By converting wet, heavy rejects into drier, lighter fractions, the Twister can reduce disposal tonnage and improve downstream handling.
3. Plastic Valorization
The rejected plastic film and rigid plastic fraction can become far more useful once it is cleaned and dried. The Twister’s combination of mechanical water liberation and airflow is intended to prepare this plastic-rich fraction for recycling or SRF production rather than high-cost disposal.

Single-Pass Separation and Drying
One of the most interesting claims for the Twister is its ability to combine separation and drying in a single continuous process. Traditional pulper reject treatment may require multiple stages, such as shredding, washing, screening, pressing, and drying, before the material reaches a specification suitable for SRF or energy recovery.
In a September 2025 innovation trial at Mpact Limited in South Africa, the Twister depackaging system reportedly achieved output dryness levels of 72–74% when processing pulper rejects with feed moisture levels of 61–75%. The reported result was a separated plastic-rich fraction dry enough for autothermal combustion, meaning it could burn without supplemental fuel, while usable fibres were recovered for return to the pulping process.
This matters because industry expectations often assume that pulper rejects need dedicated drying equipment before they can approach SRF quality. If the Twister can achieve this in one pass, it may simplify the process layout, reduce energy demand, and lower the operating cost of reject treatment.

Key Findings from the Mpact Trial
The reported trial results showed consistent output dryness of 72–74% across both LC pulper rejects and FFD rejects. That level of dryness is important because moisture content has a direct impact on transport cost, combustion behaviour, and fuel value.
The main observations were:
- Plastic output reached autothermal combustion thresholds, reducing the need for supplemental fuel.
- Fibre recovery was achieved in the same process, allowing usable fibre to be returned to the pulping process.
- Volume reduction of approximately 30% was reported, reducing the quantity of material requiring onward handling.
- Lower disposal costs are possible because drier material is lighter and cheaper to transport.
Why Zero Water Addition Matters
One of the Twister’s most important technical advantages is that it does not add water to an already wet process. Conventional washing drums and wet separation systems can be effective, but they may increase the water management burden within the mill.
The Twister instead uses air and mechanical action. It is designed to process high-consistency slurries, typically in the 2–8% range, while removing water rather than adding it. For mills already managing large process water flows, this is a significant operational advantage.
Using Waste Heat from Paper Mill Dryer Hoods
Paper mills often have access to low-grade waste heat, particularly from dryer hood exhausts. The Twister is designed to make use of this type of energy source, with dryer hood exhaust temperatures typically much higher than ambient air.
Using waste heat in this way can help break capillary moisture bonds in plastics and improve drying performance without relying entirely on purchased thermal energy. In practical terms, this means the mill can improve reject dryness while making better use of energy that may otherwise be underused.
Continuous Processing Without Screen Bottlenecks
Residual streams such as pulper rejects are notoriously variable. They can contain long plastics, films, fibrous clumps, foils, and other materials that interfere with conventional screening systems.
The Twister’s open-bottom vertical separator design helps avoid the screen bottlenecks that can limit throughput in other systems. This makes it suitable for high-throughput processing of heavy residual loads where reliability and continuous operation are essential.
Beyond Paper Mill Pulper Rejects
Although paper mill pulper rejects are a strong application for the Twister, the same core separation principles are relevant to other wet residual streams.
Biogas Substrate Preparation
In food waste anaerobic digestion, the Twister can be used as a depackaging machine to separate clean organics for digestion from cleaner packaging rejects. This helps improve substrate quality while reducing contamination in the digestion process.
Organic Waste Packaging
Organic waste packaging remains one of the major problems in food waste recycling. Packaging must be removed efficiently, but without losing excessive organic material into the reject stream. The Twister is positioned as a solution for separating organics from plastics, films, and containers.
Plastic Recycling
Wet plastic flakes and films from washing lines often require drying before further processing. The Twister’s combination of mechanical energy and airflow may offer a lower-energy route than conventional thermal drying in some applications.
Commercial and Environmental Benefits
For paper mills and waste processors, the value of the Twister is not just technical. It is commercial.
A wet reject stream is usually a cost. A dry, separated reject stream can become a resource. Recovered fibre can return to the pulper. Clean plastic fractions can be directed toward recycling or SRF. Reduced moisture content can cut haulage cost, disposal tonnage, and fuel penalties.
This supports the circular economy in a very practical way. It does not depend on theory or slogans. It depends on better separation, better drying, and better recovery of materials already present in the residual stream.

Conclusion: A Practical Route from Pulper Rejects to SRF-Quality Output
Paper mill pulper rejects have long been treated as a difficult waste stream. The Drycake Twister reframes them as a recoverable resource.
By combining aerodynamic vortex separation, mechanical water liberation, airflow, and potential waste heat integration, the Twister offers paper mills a way to recover fibre, reduce sludge and reject volumes, and produce a drier plastic-rich fraction suitable for recycling or high-quality Solid Recovered Fuel (SRF).
For operators seeking to reduce disposal costs, improve resource recovery, and move away from landfill-dependent residual management, the Twister provides a technically credible route toward turning residual materials into profitable resources.
Visit Drycake Twister to discover how challenging residuals can be transformed into valuable resources.